
The original version of this article appeared in the February 2026 issue of Racecar Engineering. Want more like it? Consider subscribing!
Formula 1’s revamped technical regulations for 2026 have brought two new power unit manufacturers into the championship.
One of them is Audi, which has taken over the Sauber team. The other is Red Bull Powertrains (RBPT), an offshoot of the successful Red Bull Racing outfit that has won six constructors’ titles to date.
RBPT has been supported by Ford to develop the 1.6-litre V6 turbo-hybrid unit that will propel the Red Bull RB22 and the Racing Bulls VCARB 03 using ‘advanced sustainable’ fuel from ExxonMobil.
Although RPBT branding has already appeared on those teams’ cars in recent seasons, the hardware actually came from Honda, which dropped out of F1 PU development briefly (while maintaining supply during a development freeze) before returning with Aston Martin this year.
Since its formation in 2021, RBPT has grown into a business with hundreds of employees and an arsenal of equipment, which is needed if it is to compete with the likes of Ferrari and Mercedes, which have been in the F1 hybrid game since day one.

Technical partnership
After a proposed deal with Porsche fell through, Red Bull announced in February 2023 that it would partner with Ford ahead of the new regulations.
From the outset, this was described as a technical partnership, that Ford would have things to do besides slapping its famous Blue Oval badge on the block and shoving some money in the tin.
One area in which the two parties have been working together is the additive manufacturing of metal components (also known as metal AM, or 3D printing).
More specifically, Ford has been drawing on, and applying, its pre-existing knowledge in the realm of production cars to help RBPT prepare for the upcoming season.
‘We’ve always used it to validate things,’ explains Christian Hertrich, chief powertrain engineer at Ford Racing.
‘We’ve stuck with traditional tooling methods because that’s what we’re comfortable with and it’s what we know. The top-line example is our GT3 intake manifold.
‘Historically, we would print manifolds out of SLS nylon. We would run them on the dyno and characterise them, but they would never make it into a car.
‘That changes now, with what we’ve been pushing for [in F1].’
The 2026 Red Bull power unit will contain some AM components, but RBPT is not willing to disclose exactly how many, or what they are.
It is, however, at greater liberty to talk about the processes it has been adopting and refining with Ford’s help.
It is worth remembering that Ford’s motorsport department, previously known as Ford Performance, was rebranded to Ford Racing in September 2025 and now encompasses road car research and development, as well as competition.
Ford Racing engineers are heavily involved in the F1 project, while facilities from the wider Ford Motor Company are also being called upon.

Materials engineering
‘Ford joined the project as a strategic partner, providing support in various technical areas, one of them being metal additive,’ says Raj Singh Panesar, materials engineer at RBPT.
‘That support has not only manifested in printed parts coming over from Ford’s AM hub in the US, but in materials research and quality control at RBPT.’
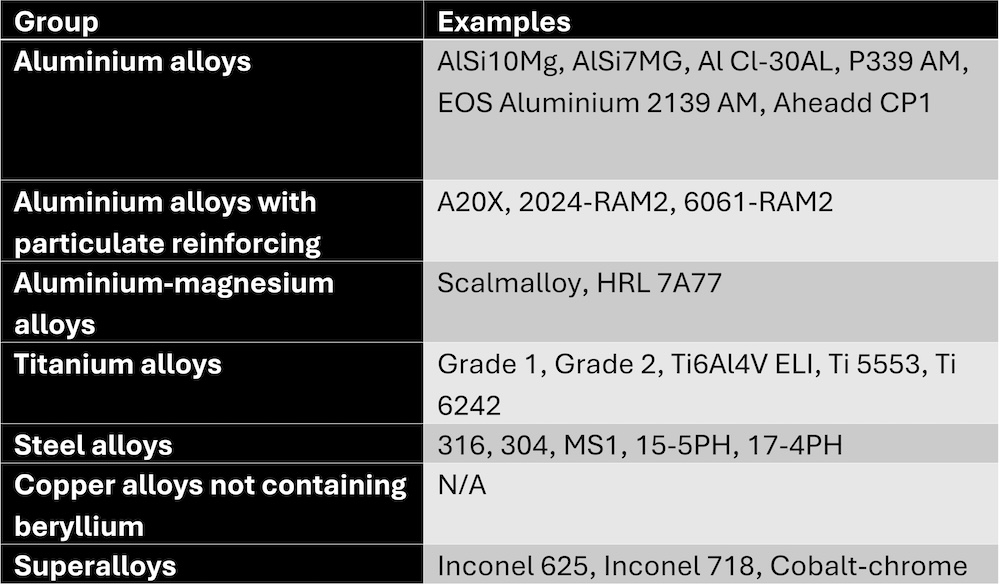
Additive manufacturing a racecar component involves various steps, some of which are constrained by the technical regulations.
For example, section C15.2.2 of the 2026 rulebook covers exactly what metal materials can be made using AM techniques (see table).
Ensuring a high level of technical control was the starting point for the Red Bull / Ford venture.
The technical control process involves determining a reliable provenance of the metal powder used to make the part, and ensuring the printing machines are capable of providing what is required.
‘There are certain nuances and application-specific parameters we’re after to ensure we don’t have a failure on track,’ notes Panesar.
‘Then, we move on to quality [control]. The key thing for me with quality is documentation, ensuring that when you get the data, you [can] see an issue during dyno or track running.
‘Ensuring we have the quality in place to ensure that data is easily accessible, and then, once we have a process that works, it’s as robust as it can be.’

Mechanical properties
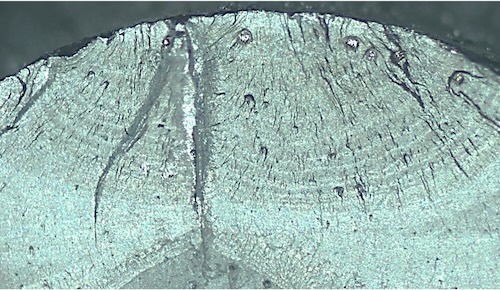
Moving on to the metal itself, things like composition, orientation and layer thickness must all be carefully considered. How thin can you make each layer until the mechanical properties are compromised?
‘That is something else we’ve tried to understand better,’ says Panesar.
‘A key thing is consistency with heat treatment to ensure we’re removing residual stresses and getting the microstructure development, and then mechanical properties, that we need.’
Once the layer material and thickness parameters have been defined, the digitally created CAD design of the part can be turned into something you can physically hold.
Inside the AM machine, the various layers are bonded by melting, bonding or sintering.
However, within the machine there can also be variation in quality from one build plate (the surface on which printing occurs) to another.
‘How do we ensure we keep track of the properties per build plate, but also making it so each build plate does not become a science project?’ questions Panesar.
‘This summarises the technical control we want from the process.’
An F1 engine part that has been created through AM needs to have several basic properties.
These include ultimate tensile strength, yield strength, elongation, hardness, modulus, density, conductivity, expansion capability and fatigue resistance over multiple cycles.
A rigorous validation infrastructure has therefore been set up at RBPT to ensure these properties are optimised for each component’s purpose, and to further hone them for the rigours of F1.
‘In simple room temperature tensile tests, you are going to see properties quite similar to raw materials,’ says Panesar.
‘What we’ve been doing [is asking] how can we push that further?
‘That’s having a look at composition: the hatching and contouring. Is there anything there we can further develop to produce higher proprieties? You might compromise something else in doing that.
‘So how far can you push the properties and still have some residual stress, but not something that will cause concern?
‘There are also some parameters we can develop to make sure we’re achieving the microstructure we expect from our components.
‘Looking at a high-temperature alloy such as nickel, you then look at improving your fatigue resistance.’
Lots of research has also been carried out in the post-processing of 3D-printed materials, such as surface finishing to improve the part’s aerodynamic profile, even on a minute scale.
All this work has given RBPT a huge information bank of different AM-worthy metals.
‘By building all this materials data, this improves our simulation and analysis work,’ says Panesar, ‘ensuring when we’re on track, we’re not going to see any issues with the part.
‘I’ve been working closely with Ford Racing to make sure they have mechanical testing for the additive work they do.
‘Having everything under one roof [at RBPT] is really beneficial and supports the vertical integration that Ford are aiming for.’

Transatlantic workings
Ford’s additive manufacturing activities are housed at its Advanced Manufacturing Center in Redford, Michigan.
The 3D printing section mainly comprises a bank of second-generation Nikon SLM 500 printers, which were installed in 2023 to replace older units, and have been handling the recent F1 output.
These machines run throughout the week, including overnight and at weekends.
‘What makes this collaboration work is that it isn’t transactional — it’s fully integrated,’ says Yung Fung, managing director of Advanced Industrial Technology Platforms (ATP) at Ford.
‘Our Advance teams don’t just print parts; we co-develop manufacturing methods, qualification standards, and the digital thread that takes a component from CAD to dyno to track validation.
‘Formula 1 is one of the most demanding manufacturing environments in the world, and that challenge forces us to operate at the highest level of process discipline — which then strengthens how we scale these capabilities across Ford globally with Christian and the Ford Racing team.’
While Ford transports additive-manufactured components to Red Bull, it also has a small number of full-time staff based at RBPT in Milton Keynes.
‘They are our conduit of communication back and forth,’ states Hertrich.
‘We support where we can efficiently. Red Bull Powertrains is 700-plus people. At Ford Racing, we’re about 200 across multiple programmes.
‘We’re not hiding anything here: Red Bull Powertrains has the primary lead on it.
‘We, as Ford Motor Company, have lots of history, especially in production vehicles. We’re very good at manufacturing and have history in emissions.’
Keith Ferrell, additive manufacturing lead at Ford’s ATP department, adds: ‘Our work focuses on closing the loop between material characterisation, build parameters, heat treatment and fatigue testing, so that when a part is printed in Michigan or Milton Keynes, we can understand its behaviour before it ever goes near an engine or a dyno.’

Shared learnings
The partnership has seen Ford act like a consultant on Red Bull’s 2026 power unit project.
If there is something RBPT comes up against and thinks Ford might be able to assist with, it will pick up the phone and discuss.
‘One area we’ve been able to support [is that] with the new regulations, there are controls over oil consumption,’ highlights Hertrich.
‘Red Bull came to us and said, we’ve got very tight controls. Our emissions team looked at it and laughed, because it’s two decades old vs where we are in production vehicles.
‘So, we’ve been able to help them with oil separation, and certain areas where passenger cars have exceeded where motorsport is currently. There are other instances of that.’
When the 2026 season starts, there will be much attention on the new power units from all manufacturers, but especially those developed by RBPT and Audi.
In time, attention will turn towards General Motors, which is aiming to complete its first works F1 power unit in time for 2029.
But Ford Racing doesn’t expect things to quieten down on its side when that happens.
Remember, it is also going to be vying for overall victory at the 24 Hours of Le Mans from 2027 with an LMDh car run by a start-up factory team.
‘Where are we going with Red Bull? I want to continue to grow,’ says Hertrich.
‘Right now, we produce a fairly large number of parts. I want more. Hopefully, they give us something a bit easier than the ones they’ve given us so far!
‘I think they give us the most complicated ones, but we want to keep going.’


